Specialized mechanical design and manufacturing enterprises
Experienced technical team - after sales
E-mail:
811535444@qq.com
Experienced technical team - after sales
E-mail:
811535444@qq.com
21
2019.21
26
2019.26
26
2019.26
26
2019.26

Chengdu Youli Kuen New Material Co., Ltd. is a family business with a history of 16 years. We focus on the R amp; D, production and sales of new materials, new energy and environmental protection equipment, especially in the field of electric power and steel. We have two domestic and international R amp; D centers and p……
Read More

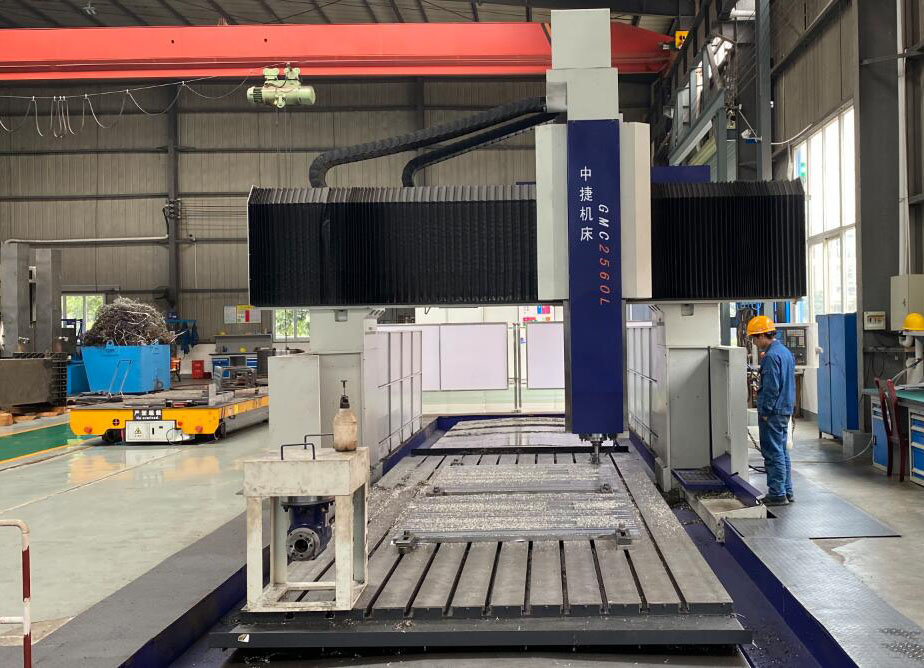
Chengdu riveting and welding parts production tolerance requirements are very wide, unlike lathe, milling machine, planer as the requirements are very high. It's usually plus or minus two to three millimeters. The requirement of diagonal is higher, but it is positive and negative 2 mm - that is, the small should not be less than 2 mm, and the large should not be more than 2 mm. The tolerance of riveting and welding parts is flexible, which is not as strict as that of lathe and milling machine, because riveting and welding parts are basically assembled into mechanical parts with bolts, so it can be simply said that "as long as the screws can be installed".
For example, if the tolerance of some riveted and welded parts is larger, it can't be smaller, so our riveter will make it bigger; if the tolerance of some riveted and welded parts is smaller, it can't be bigger, so our riveter will make it smaller. This is also because the tolerance of riveted and welded parts is more flexible.





 Recommended
Recommended

